 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Design för matbehållareform
Produktfunktioner:
1. Strukturella egenskaper
Snabbmatslådan för engångsbruk har en relativt stor form och en tunn väggtjocklek på 0,35~0,5 mm.
2. Användningsegenskaper
Krav för användning av snabbmatslådor för engångsbruk: först, pålitlig kvalitet, inklusive pålitlig styrka hos plastdelar, vackert utseende, giftfritt och ofarligt; för det andra, låg tillverkningskostnad, inklusive enstaka plastdelar, låg vikt, lågt materialpris och högt materialutnyttjande, produktion Bearbetningen är bekväm och produktionen är tillräckligt stor.
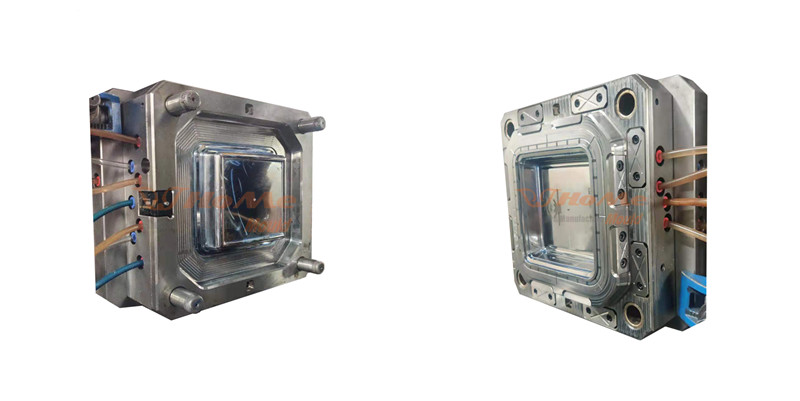
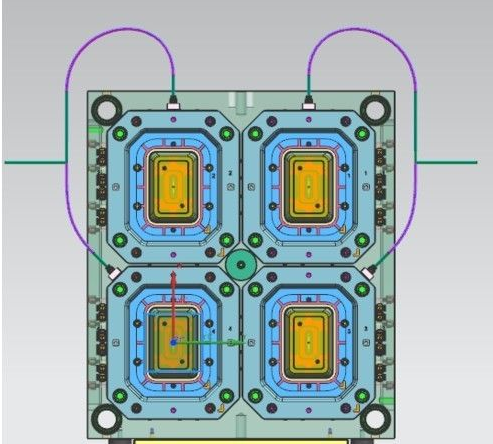
Formstruktur design:
Med tanke på egenskaperna hos engångssnabbmatslådor heltäckande, antar formdesignen en formstruktur med två plattor med 4 hålrum. Dessutom måste hällsystemet, kylsystemet och utmatningssystemet beaktas.
1. Utformning av hällsystem
För att fullt ut förbättra materialutnyttjandet, och på grund av den dåliga flytbarheten hos polypropen (PP), bör en engångssnacklåda med en väggtjocklek på cirka 0,5 mm formsprutas på kort tid. Formgjutningssystemet bör anta formen av en varm löpare. Den heta löparen har följande fördelar: ① spara råmaterial; ② kan förbättra formningskvaliteten på plastdelar; ③ hjälpa till att förbättra produktionseffektiviteten och underlätta automatiserad produktion. Nackdelen är att temperaturen på formen är för hög, och uppmärksamhet bör ägnas åt tillräcklig kylning, formtillverkningskostnaden kommer att öka. Med tanke på fördelarna och nackdelarna med varmlöparen heltäckande, hjälper den slutliga användningen av varmlöparsystemet till att förbättra formningskvaliteten och produktionseffektiviteten för plastdelarna.
2. Design av kylsystem
Kylsystemets funktion är att få formen att svalna snabbt och kontrollera formtemperaturen. Eftersom temperaturen på PP-material under formsprutning är 220 ~ 270 ℃, kommer den rimliga designen av kylsystemet att kraftigt minska kylningstiden för plastdelar och därmed förkorta formsprutningscykeln. På grund av formens speciella struktur och krav använder kylsystemet multi-loop kylning för att helt säkerställa kylningen av de gjutna plastdelarna.
Eftersom formen använder ett varmkanalsystem, kommer temperaturen på den varma munstycksdelen att vara relativt hög, och ett kylsystem läggs också till det heta munstycket på varmröret.

3. Design av utkastsystem
På grund av den stora formen på engångssnabbmatslådan och den relativt tunna väggtjockleken har plastdelarna en större åtdragningskraft på formdelarna. Om ett vanligt tryckstångs utskjutningssystem används är det lätt att koncentrera kraften vid läget för tryckstångspunkten, och tryckstångsmärkena kommer att påverka plasten. Formningskvaliteten på delarna kommer att brytas när allvarliga, vilket resulterar i avfallsprodukter. Om tryckplattans utkastning används kommer skrothastigheten att minskas, men tryckplattans struktur kommer att öka formens överskottsrörelse, förlänga produktionscykeln och minska produktionseffektiviteten.
Formen använder en flerpunkts gasassisterad utstötningsstruktur. Efter att formen har öppnats blåser luften in i kaviteten vid ett visst tryck för att separera plastdelarna och formen. Flerpunkts gasassisterad utkastning har följande fördelar: För det första är det lätt att kontrollera trycket och utstötningskraften är enhetlig för att inte blåsa plastdelarna; för det andra, den gasassisterade utmatningen sprutar inte ut → återställ → återutmatas → återställs, bara trycket behöver kontrolleras och gasen kan blåsas ut i tid. Spara formningstiden och förkorta formningscykeln.
Skicka förfrågan



X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy