 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Autocar Tank Kylare Injection Form
Autocar Tank Kylare Injection Form
Formbeskrivning
Formstål: P20
Formhålighet: Enkel eller flera
Produktmaterial: PA66+GF30%
Insprutningssystem: Kalllöpare
Utmatningstyp: Utstötningsstift
Cykeltid: 50S
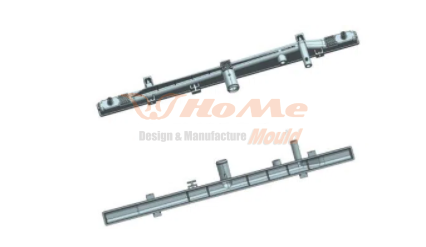
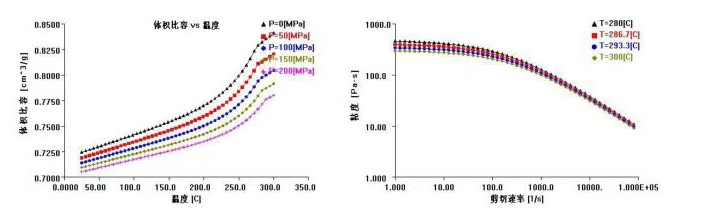
Varför välja Tank Radiator material PA66+GF30%?
Med utvecklingen av lätta bilar, i praktiken, den övre och nedre tanken radiatorerAutocar Tank Kylare Injection Formersätts av teknisk plast istället för koppar, vanligtvis med nylon 66 för att lägga till glasfibermaterial. PA66 har god beständighet mot hög temperatur och korrosion, så att vattenkammarens delar är intakta och inte böjda. De övre och nedre tankbilarna ersätts av teknisk plast istället för koppar, vanligtvis med nylon 66 för att lägga till glasfibermaterial. PA66 har god beständighet mot hög temperatur och korrosion, så att vattenkammarens delar är intakta och inte böjda. Samtidigt har den bra duktilitet och vackra tankradiatordelar.
Struktur av tankens radiatorform
Bestämningen av formstrukturen bör ta hänsyn till formsystemet och den faktiska produktionssituationen. Därför attAutocar Tank Kylare Injection FormProdukter är sida kärna-dra struktur, så användningen av en form en hålighet mögel struktur, gate med hjälp av test gate. Auto tank radiator är långa raka bitar, när porten ställs långa raka bitar i mitten av delarna, plast kommer att dyka upp i processen för att fylla smälta molekyler och fiber orientering, produkt annan orientering till buckling uppstår, och parallellt med riktningen och vinkelrät till flödet kommer att ha en tendens till spänningssprickning, eftersom vinkelrätt mot flödet av låg hållfasthet, mer benägna att spänningssprickor. Så formdesigningenjörerna på Hongmei bestämde sig för att placera porten i ena änden av produkten.
Produktdesigninspektion:
Oavsett vilken produktdesign som är gjord av HONGMEI MOLD eller som erbjuds av kunder, gör vi alltid allsidig analys och inspektion, såsom genomförbarhet för plastgjutningsprocessen, plastformars struktur och genomförbarhet, alla relaterade plastkomponenters matchningssituation, etc. Det kan undvika plastformar ändring, skrot och andra onödiga reparationer av plastformar, som orsakas av produktdesignfel. Vi tror att 10 minuter till vi lägger på designen, en månad kan minska i produktionen.
Med exakt analys, som förutser rationalitetsanalys för design av plastformar, bästa bearbetningsanalys och plastformars strukturapplikation, erbjuder den de mest professionella lösningarna med de mest lämpliga plastformarnas prestanda och tekniska specifikationer efter kundens behov.
Inspektionen omfattar många aspekter, såsom plastformars intensitet, formflödesanalys, utkastning av plastformar, kylsystem, rationalitet i styrsystemet, tillämpning av plastformar reservdelars specifikation, kundernas maskinval och speciella kravapplikation, etc. Alla av dessa bör inspekteras i enlighet med designstandarden HONGMEI MOLD Plastic Moulds.
Besiktning av stålinköp:
Det finns en strikt inspektionsprocess och tidskontroll av inköp av reservdelar, delarnas standardisering, storleksprecision, hårdheten hos plastformmaterial och materialfelsdetektering och så vidare.
Formtillverkning är inte bara formdesign, CNC-bearbetning och montering. Ett bra formföretag bryr sig inte bara om detta, de kommer att ägna mer uppmärksamhet åt detaljerna saker som formflöde, formstorlekskontroll, form CNC-precision, vattenkanalkontroll och formpoleringsgrad.

Inspektionsutrustning
1. glidok
2. Multimeter
3. Hårdmätare
4. Mätband
5. Mikrometersok
6. CMM-maskin
Standarder för utseendeinspektion
1. Formens basstorlek bör vara standard
2. Snyggt och slätt på formens basyta
3. Formstål måste vara detsamma som kontraktet
Mögelstruktur
1. Rimlig formstruktur
2. Sliderna måste släta och behöver värmebehandling, det finns ett oljespår på rutschkanan
3. Lyft, insats och insprutningsstift, bussningen ska fungera smidigt.
Kylsystem
1. Rimlig cykel kylsystem
2. Jämn vattenkanal, inget läckagevatten och luft
3. Gränssnittsstorleken för vattenkanalen bör vara densamma som ritningen
Insprutningssystem
1. Lokaliseringsringen ska vara lämplig för injektionsmaskinen, huvudprofilens storlek och lutning ska vara designad rimlig
2. Matningsmetod och grenlöpare bör vara rimligt läge, grinden är lätt att falla av
3. Parting Line design rimlig
4. Något formmärkt datum för dag/månad/år eller material eller logotyp
5. Injektionsstiftet ska vara utformat lämpligt
Skicka förfrågan



X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy