 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter
- Stor hushållsapparatform
- Små hushållsapparater mögel
- Plast hushållsdelar Mögel
- Plastform för medicinsk utrustning
- Plast Kontorsfaciliteter Mögel
- Form för bildelar av plast
- Plast motorcykel delar mögel
- Husdjursprodukter Mögel
- Stol plastform
- Plast industridelar mögel
- Injektionsform för plastlåda
- Plast Kid Products Mögel
- Plast tunnväggform
- PET-förform och mögelform
- Plaströrkopplingsform
- Plastprodukter
- Andra formar








Injektionsform för fjäderfämatarplatta
Som den professionella tillverkningen vill vi ge dig högkvalitativ fjäderfämatarplatta Injection Mould. Och vi kommer att erbjuda dig den bästa servicen efter försäljning och snabb leverans. Vi är en professionell tillverkare av sprutgjutformar för fjäderfämatare i Kina, om du vill veta mer kan du kontakta oss.
Vårt löfte är att alltid vara en effektiv, ärlig och pålitlig partner; vi kräver inget mindre av oss själva. Vårt dagliga mål är att säkerställa att våra kunder och partners alltid känner att de arbetar med de absolut bästa i branschen.
Vårt löfte är att alltid vara en effektiv, ärlig och pålitlig partner; vi kräver inget mindre av oss själva. Vårt dagliga mål är att säkerställa att våra kunder och partners alltid känner att de arbetar med de absolut bästa i branschen.
Skicka förfrågan
Produktbeskrivning
Som den professionella tillverkningen vill vi ge dig högkvalitativ fjäderfämatarplatta Injection Mould. Och vi kommer att erbjuda dig den bästa servicen efter försäljning och snabb leverans.
Injektionsform för fjäderfämatarplatta
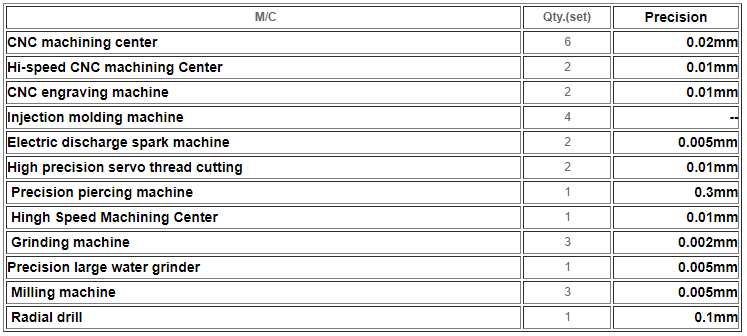
Formspecifikationer
Formens namn: Fjäderfämatarform
Formtyp: Injektionsform
Produktmaterial: PP
Produktmonteringsantal: 4 plastdelar
Delnamn: Topplås, spjäl, matarkropp, matarbas.
Formstål: 718 eller högre
Formbas: C60
Insprutningssystem: varmlöpare för matarkropp &. matarbas,
kall löpare för topplås &. spjäla
Formarbetsläge: automatisk eller halvautomatisk
Formens livslängd: minst 500 000 skott
4 formar färdigtid: 45 dagar.
Paketdetalj: stark trälåda

Hot Runner In Feeder Pan Form
Hot runner formar har många fördelar jämfört med kalla runner formar. Hot runner-formen är en form som använder värmeanordningen för att få smältan i löparen att försvinna och inte stelna. Den har många formningscykler och kan även spara råmaterial.
1. Förkorta cykeln
Formningscykeln för delarna förkortas. Eftersom det inte finns någon begränsning av kylningstiden för löparsystemet, kan delarna kastas ut i tid efter formning och stelning.
2. Mögelbilder
Det finns ingen kall löpare i den rena varma löparformen, så det finns ingen produktionskostnad. Detta är särskilt viktigt för applikationer där plaster är dyra. Faktum är att alla de stora hot runner-tillverkarna i världen har utvecklats snabbt under den tid då olja och plastråvaror är dyra i världen. Eftersom hot runner-teknik är ett effektivt sätt att minska kostnader och materialkostnader.
3. Minska avfallet
Minska avfallet och tillhandahåll produktkvalitet. Under formningsprocessen för varmlöpare kontrolleras plastsmälttemperaturen noggrant i löparsystemet. Plast kan flyta in i formhålorna i ett mer enhetligt tillstånd, och resultatet är delar av jämn kvalitet. Kvaliteten på porten som bildas av den heta löparen är god, restspänningen efter urtagning är låg och deformationen av delen är liten.
4. Produktionsautomation
Eliminera efterföljande processer, vilket bidrar till produktionsautomatisering. Efter att den heta löparformen har formats är delen den färdiga produkten utan att behöva trimma grinden och återvinna den kalla löparen. Befrämjar produktionsautomatisering. Många utländska produkttillverkare har kombinerat heta löpare med automation för att kraftigt förbättra produktionseffektiviteten.
Projektledning
1.Del genomförbarhetsanalys
2. Designförberedelse
3D/2D ritning & kundverktygsstandard (se bild Customer Tool Standard Exempel), Specifikation (se Specifikationsexempel)
Designmöte (projektledare, FoU, verktygsmakare, processingenjör)
Mögelflöde (om nödvändigt) Mögelflödesvideo eller analys i PDF.
Layoutlösning
3.Verktygsdesign-DFM
Verktygsdesign start och självkontroll
Designgranskningsmöte
Verktygsdesign till kund för godkännande
Verktygsdesign anpassas efter kundkommentarer
Upprepa detta tills kundens slutgiltiga godkännande
4. Schema
Skicka slutligt detaljerat dagsschema till kunden.
Procedurkontroll

Veckorapport till kund genom foton, e-post, Skype-möten
Projektledare daglig uppföljning enligt schema
5. Förberedelse för mögelprovning
Projektledare får information om provkvantitet, färg, råvara redo för bearbetningsingenjör.
6.Efter T1
ISIR (Initial Sample Inspection Report) för 2-5 prover, beror på delstorlek
Prover till kund
PFU (Problem Follow Up) som innehåller bilder av detaljerade problem och föreslagna lösningar
Verktygsinspektion före leverans enligt checklista
7.Ändring och korrigering
Dimensionskorrigering på ISIR och kund’s feedback på prover
Utvärdera med kunden för ändringar och ange ny provtid
Upprepa tills kundens slutgiltiga godkännande av prover
8. Verktygsinspektion
Slutlig inspektion av självverktyg
Vissa kunder kommer över för verktygsbesiktning
Kapacitetsstudie genom att köra små batchproduktion
9. Frakt
Ordna service för leverans av verktyg
Skicka leveransinformation (ETD, ETA, fartygsnamn etc) till kunden
Kontrollera med kunderna om deras tester i huset om verktygets prestanda inom 15 dagar efter att verktyget anländer.
Avslutande avslutningsmöte för sammanfattning.
10.Kundservice
Installation av formar och vägledning:
1) Efter ankomsten av formar, om vi behöver vår hjälp med att lösa de tekniska problemen, skickar vi ingenjörer men flygbiljetter och boende tur och retur kommer att vara på kundens bekostnad.
3) Ingenjörer kommer att stanna i köpare’ land för det överenskomna datumet , vägleda arbetarna att använda formen och andra nödvändiga tekniska som gratis.
2. Kvalitetsgaranti och annan efterservice
1) Garantiperioden för varje form är 12 månader från det datum då formar accepteras av köparen’s fabrik Under garantiperioden:
Om någon form har ett litet problem på grund av den olika maskininsprutningen, kommer säljaren att tillhandahålla reparationsmetoden.
Om några reservdelar går sönder ska säljaren göra om nya och av god kvalitet och skicka till köparen,
Om formarna inträffar det stora problemet, formarna kan inte repareras, köparen kan inte lösa problemen, t.ex. mögelsprickor, produkten kan’t gjutning… något stort problem (förutom mänskliga problem) Säljaren och köparen förhandlar för att lösa problemet, köparen kan skicka tillbaka det till fabriken för reparation.
Mer information Kontakta mig
Hot Tags: Injektionsform för fjäderfäfoderplattor, Kina, Anpassad, Kvalitet, Mode, Ny Stil, Hot Selling, Populär, Billigt, Köp, Senaste Sälja, Partihandel, Nyaste, Lågt Pris, Fabrik, Tillverkad i Kina, Pris, Tillverkare, Leverantörer, OEM, ODM, leverans i tid, gratis prov
Produkttagg
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.









X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy