 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter
- Stor hushållsapparatform
- Små hushållsapparater mögel
- Plast hushållsdelar Mögel
- Plastform för medicinsk utrustning
- Plast Kontorsfaciliteter Mögel
- Form för bildelar av plast
- Plast motorcykel delar mögel
- Husdjursprodukter Mögel
- Stol plastform
- Plast industridelar mögel
- Injektionsform för plastlåda
- Plast Kid Products Mögel
- Plast tunnväggform
- PET-förform och mögelform
- Plaströrkopplingsform
- Plastprodukter
- Andra formar






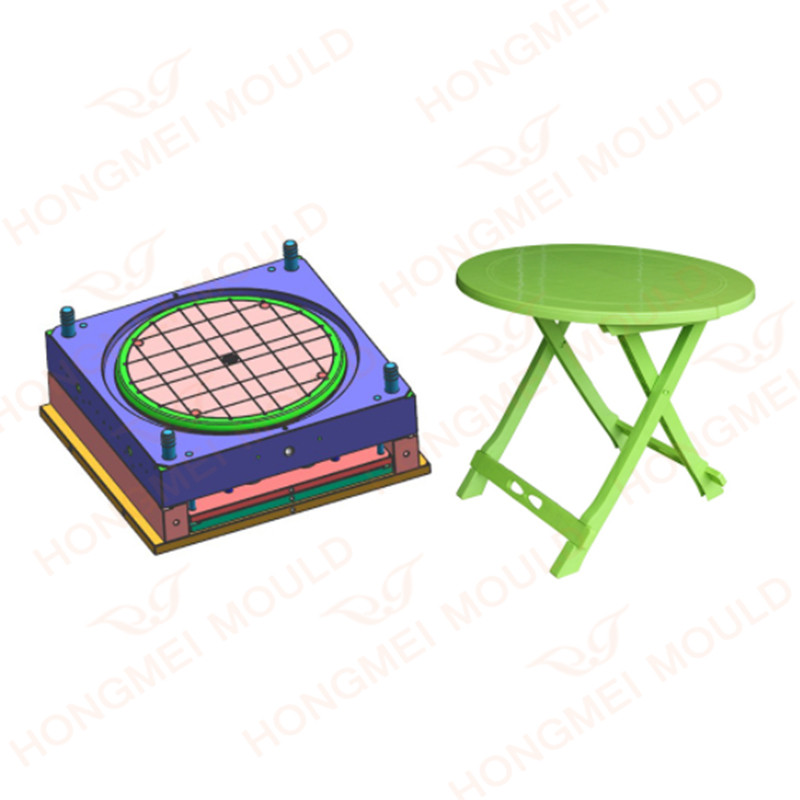
Rund trädgård Plast bordsform
Som professionell tillverkning vill vi ge dig högkvalitativ rund trädgårdsbordsform av plast. Och vi kommer att erbjuda dig den bästa efterförsäljningsservicen och snabb leverans. Plastformsprutningsbordsform har 3 uppsättningar av form, bordsben, bordsbensöverdrag och bordsskiva, Rund trädgård Plastbordsform vi använder varmlöpare och 718 formstål för att producera .
Skicka förfrågan
Produktbeskrivning
Som professionell tillverkning vill vi ge dig högkvalitativ rund trädgårdsbordsform av plast. Och vi kommer att erbjuda dig den bästa servicen efter försäljning och snabb leverans.
Rund trädgård Plast bordsform Funktion
Råvara: PP
Formstål: 718
Formbas: 45#
Löpare: varm löpare stor grind
Utkastning: strippa
Mögellivslängd: 500 000 skott
Leveransdatum: 75 arbetsdagar
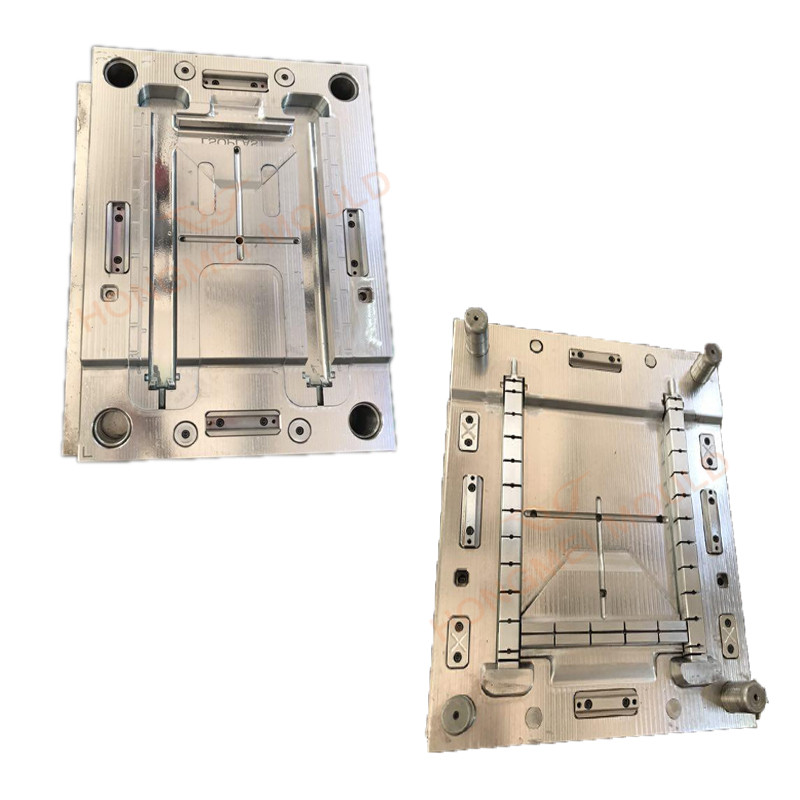
Processen för vårt Hongmei Company att göra denna form
Hongmei Mould kommer att välja det mest lämpliga stålet för att göra formar enligt dina produkter, vanligtvis, förRund trädgård Plast bordsform, kommer vårt företag att rekommendera 718 stål med en garantiformlivslängd på 500 000 skott. Innan formdesign kommer vi att analysera produkten för att kontrollera om den kan flyta balansera. För benmögel måste den använda en oljecylinder för att flytta kärndelen eftersom benprodukten inuti är ihålig. Med precisionsverktygsutrustning och strikt dimensionskontroll är testprovernas utseende och beslag bra efter formtestning, och vi kan skicka formen till dig på kort tid. Vårt företag uppmärksammar utformningen av löparsystemet och kylsystemet, vi använder ett bra varumärke för varmlöpare som har bra feedback från våra kunder, heta löparsystemet kommer att fungera bra fyllning. Dessutom kommer våra kyllinjer att utformas nära produktens formningsposition för att uppnå den största kyleffekten. Vi kommer att designaRund trädgård Plast bordsformför att passa din maskinparameter. Och om du inte kan öppna 3D-formdesign, har vi vår formrapport, du kan se vår formrapport för att kontrollera formstorleken, kyllinjens diameter, etc.
Designprincipen för rundbordsform av plast
1. Designgrund
* Måttens noggrannhet och dess relativa dimension
Enligt de specifika kraven och funktionerna för hela produkten av plastprodukter för att bestämma dess externa kvalitet och specifika storlek tillhör vilken typ: utseende kvalitetskrav är högre, storleksnoggrannhetskraven är lägre plastprodukter, såsom leksaker; Funktionella plastprodukter, strikta storlekskrav; Plastprodukter, som kameror, som är strikt obligatoriska i utseende och storlek.
* Huruvida stripperlutningen är rimlig
Avformningslutning är direkt relaterad till avformningen och kvaliteten på plastprodukter, det vill säga injektionsprocessen, om injektionen kan utföras smidigt; det räcker med uttagningslutningen; lutning till plastprodukter i formningen av avskiljnings- eller avskiljningsytan; om det kommer att påverka noggrannheten av utseende och väggtjocklek storlek; om det kommer att påverka styrkan hos en del av plastprodukter.

2. Designprocedurer
Analys och rötning av plastproduktritning och fast material (fast prov):
* Produktens geometri
* Mått, toleranser och riktmärken för design
* Tekniska krav
* Namn och märke på plast
* Ytkrav
* Kavitetsnummer och hålrumsarrangemang
* Produktvikt och injektionsvolym för injektionsmaskin
* Produktens projicerade yta och spännkraften hos injektionsmaskinen
* Formstorlek och det effektiva området för injektionsmaskinens installationsform, (eller avståndet mellan dragstången på injektionsmaskinen)
* Produktprecision, färg
* Om produkterna har sidoaxelkärnor och deras behandlingsmetoder
Kavitetsnummer bestämdes, och sedan till arrangemanget av kaviteten, kavitetspositionsarrangemanget, kavitetsarrangemanget involverarRund trädgård Plast bordsformstorlek, utformningen av grindsystemet, balansen mellan grindsystemet, utformningen av det kärndragande reglaget) institutioner, insats, och utformningen av kärnan, utformningen av värmeväxlingssystemet, dessa problem och avskiljningsyta och valet av gate plats, så i processen med den specifika designen, för att göra de nödvändiga justeringarna, för att uppnå den mer perfekta designen.

3. Bestämning av skiljeytan
Det påverkar inte utseendet. För att säkerställa riktigheten av produkter, mögel bearbetning, särskilt hålrum bearbetning.
Det bidrar till utformningen av hällsystemet, avgassystem och kylsystem.
Det underlättar för öppning av formen (avskiljning, urformning) för att säkerställa att produkterna lämnas på sidan av den rörliga formen när formen öppnas.
Underlätta arrangemanget av metallblock.
4. Design av hällsystem
Utformningen av hällsystemet inkluderar valet av huvudflödeskanalen, bestämning av formen och storleken på löparsektionen, valet av portens placering, portformen och bestämningen av portsektionens storlek.
Vid design av ett grindsystem väljs först platsen för grinden.
Val av portplats är direkt relaterat till produktens formningskvalitet och den smidiga injektionsprocessen. Valet av portplats bör följa följande principer:
* Portens placering bör väljas på avskiljningsytan så långt det är möjligt för att underlättaRund trädgård Plast bordsformbearbetning och användning av grindrengöringen
* Avståndet mellan grindens position och varje del av kaviteten ska vara konsekvent så långt som möjligt, och verktygets flöde ska vara det kortaste
* Placeringen av grinden bör säkerställa att plast strömmar in i håligheten, håligheten i de breda, tjocka väggdelarna, för att underlätta det smidiga plastflödet
* Portens läge ska öppnas vid den tjockaste delen av plastdelarna
* Undvik direktinsprutning av plast i hålrummets vägg, kärna eller insats när den rinner ner i hålrummet, så att plast kan rinna in i alla delar av hålrummet så snart som möjligt, och undvik deformation av kärnan eller insatsen
* Försök att undvika att produkterna producerar svetsmärken, eller gör svetsmärkena i produkten är inte viktiga delar;
Portposition och plastinflödesriktning bör göra att plasten strömmar in i kaviteten, längs den parallella riktningen av kaviteten, jämnt inflöde och främjar utsläpp av gas i kaviteten
* Grinden ska placeras på den del av produkten som är lättast att ta bort utan att produktens utseende påverkas så mycket som möjligt.
5. Design av avgassystem
Avgassystemet spelar en viktig roll för att säkerställa formningskvaliteten hos produkter.
Med användning av avgasslitsen är avgasslitsen i allmänhet placerad vid den del där håligheten är fylld i slutet. Djupet på avgasslitsen varierar med olika plaster och bestäms i princip av det maximala spel som plasten tillåter utan fläns, till exempel är ABS0.04 under 0,02 mm gips och 0,02 stål.
Använd passningsspelet för kärninsatsens tryckstång eller speciell avgasplugg för att avgasa; Ibland för att förhindra produkter i utstötningen orsakade av vakuumdeformation måste gasstiftet ställas in; Ibland är antivakuumadsorptionskomponenter utformade för att förhindra vakuumadsorption av produkter och moduler.
6. Design av kylsystem
Utformningen av kylsystemet är komplicerat arbete, vilket bör beakta kyleffekten och kylningens enhetlighet och kylsystemets inverkan på den övergripande strukturen av kylsystemet.Rund trädgård Plast bordsform.

7. Inkludera:
* Kylsystemets arrangemang och kylsystemets specifika form
* Fastställande av den specifika placeringen och storleken på kylsystemet
* Nyckeldelar som rörlig form eller insatskylning
* Kylning av sidoslider och sidokärnor
* Design av kylelement och val av kylstandardelement
* Design av tätningsstruktur
Acceptera små beställningar av formsprutningsprodukter med liten MOQ.
Det finns 6 seniora ingenjörer, 5 designers och 50 erfarnaRund trädgård Plast bordsformarbetare för att säkerställa att orderprocessen hanteras så effektivt som möjligt.
Exakt formstruktur, förkorta formcykeltiden, förläng formlivslängden är vårt slutliga mål för kvalificerade formar.
Vår effektiva kommunikation och arbete kan möta kundernas krav och utvecklar ett långsiktigt samarbete med win-win.
Hongmei kan alltid vara din pålitliga leverantör.
Kontakta mig

Hot Tags: Rund trädgårdsbordsform av plast, Kina, Anpassad, Kvalitet, Mode, Ny Stil, Hot Selling, Populär, Billigt, Köp, Senast såld, Partihandel, Nyaste, Lågt Pris, Fabrik, Tillverkad i Kina, Pris, Tillverkare, Leverantörer, OEM, ODM, leverans i tid, gratis prov
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.
Relaterade produkter









X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy